

ecoBalance
- Ansprechperson:
- Projektgruppe:
- Förderung:
BMWi, ZIM-Kooperationsprojekt
- Projektbeteiligte:
- Starttermin:
01.11.2012
- Endtermin:
31.07.2014
Entwicklung eines wissensbasierten Steuerungssystems für Werkzeugmaschinen zur balancierten Lastverteilung und Reduzierung von Energielastspitzen.
Projektbeschreibung
Zielsetzung
Den Klimawandel zu stoppen stellt eine der größten gesellschaftlichen Herausforderungen dar. Besonders in der Produktion als einer der Hauptenergieverbraucher fehlt es aber an Lösungen, um den Energiebedarf und die damit verbundenen Lastspitzen effizient zu planen und zu steuern. Daher ist es Ziel des Projekts, einen intelligenten Frequenzumwandler zu entwickeln, der den aktuellen modulbezogenen Energieverbrauch erfasst und durch Kommunikation mit anderen Modulen einer oder mehrerer Werkzeugmaschinen die Leistungsaufnahme so steuert, dass hohe Einzellastspitzen vermieden werden. Maschinen- und Energiedaten sind dabei mit Produkt- und Maschineneigenschaften in einer Wissensbasis zu speichern und energetische Leistungsprofile für einzelne Bearbeitungsoperationen zu ermitteln. Durch die Kopplung einer sogenannten Reihenfolgeberechnungseinheit mit der Wissensbasis sollen Maschinenaufträge künftig automatisiert bewertet und so gesteuert werden, dass eine möglichst gleichmäßige Leistungsverteilung ohne hohe Lastspitzen erfolgt, wobei ein intelligenter Datenmonitor manuelle Steuerungseingriffe erlaubt und zu erwartende Energielastspitzen für neue Bearbeitungsaufträge prognostiziert.
Systemarchitektur der Lösung
Das Softwarekonzept und die prototypische Lösung beruhen auf dem Modularisierungsprinzip. Die Absicht dabei war, jede Funktionseinheit in einem separaten Modul zu kapseln, so dass diese unabhängig von den anderen erweitert, verändert oder komplett ersetzt werden kann. Es wurden dabei Schnittstellen zwischen den einzelnen Modulen definiert. Dabei wurden gängige Kommunikationsstandards und -Protokolle verwendet, wie zum Beispiel REST-Service oder JSON.
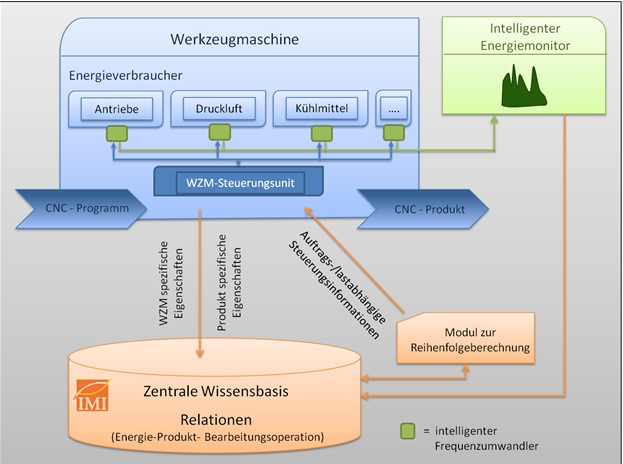
Die Frequenzumrichter erfassen die energiebezogene und technischen Daten wie die Drehzahl und Gerätezustand verschiedener Einzelmodule einer oder mehrerer zentral gesteuerter Werkzeugmaschinen. Die Frequenzumrichter können von außen angesteuert werden, um die Energieaufnahme der Produktionsanlage so gleichmäßig wie möglich zu gestalten, womit hohe Einzellastspitzen vermieden werden.
Der Frequenzumrichter-Server (FU-Server) ist eine Server-Anwendung, die die Daten von den Frequenzumrichtern erhebt und in einen Datenspeicher temporär speichert. Die Server-Anwendung läuft auf einem „Raspberry Pi“- Embedded-Computer mit einem Linux-Betriebssystem. Der FU-Server kommuniziert mit der Wissensdatenbank ebenfalls über eine http-Schnittstelle. Er überträgt die Daten periodisch, zum Beispiel alle fünf Minuten, in die Wissensdatenbank. Der Übertragungszyklus ist einstellbar.

Die Wissensdatenbank bietet eine einheitliche Erfassung und Verarbeitung verschiedener Maschinenparameter wie Bearbeitungsaufträge, Auslastungen, Energie- und Ressourcenbedarfe sowie Auftrags- und Produktdaten. Sie bildet die Relationen zwischen Energie- und Ressourcenbedarfen, Bearbeitungszuständen und benötigten Bearbeitungsoperationen ab. Mittels einer lernenden Datenanalyse lassen sich die energieverbrauchsbezogene Leistungsprofile für einzelne Bearbeitungsoperationen ermitteln und in die Wissensdatenbank speichern. Daraus können die energetisch ungünstig kumulierenden Leistungsaufnahmen der verschiedenen Module einer WZM automatisiert identifiziert werden.
Das Berechnungsmodul ist ein Java-Programm, das die folgenden Berechnungen zur Optimierung der Energielastverteilung durchführt.
- Aufbereitung von Vergangenheitsdaten bereits erfolgter Auftragsbearbeitungen, zur Vorausschau zukünftiger Bearbeitungsmuster
- Ableitung der zukünftig zu erwartenden Energielastverteilung jeder Werkzeugmaschine anhand des anstehenden Auftragsbearbeitungsplans und der geplanten Maßnahmen zur Vermeidung der Energielastspitzen
- Ermittlung der Parameter zur Ansteuerung eingebundener Module/Frequenzumwandler, gemäß der Bearbeitungsreihenfolge entsprechend des jeweiligen Bearbeitungs- und Betriebszustands
- Kommunikation mit der Maschinensteuerung der Werkzeugmaschinen zur Übergabe der berechneten Steuerdaten
Der intelligente Energiemonitor ist eine mobile webbasierte Anwendung zur Visualisierung der Berechnungsergebnisse aus dem Berechnungsmodul. Er erlaubt die grafische Aufbereitung sämtlicher auszuführender Steuerungsoperationen einer Werkzeugmaschine, die zur Lastspitze führten.
Anwendungszenarien
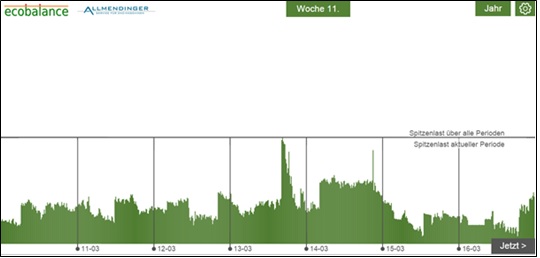
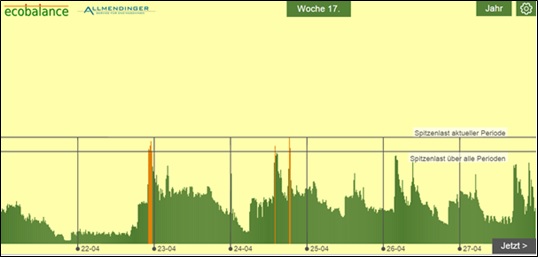
Szenario 1: Lastverlaufsprognose
Die ecoBalance-Lösung ist über mobile wie auch stationäre Eingabegeräte bedienbar. Die Oberfläche zur Nutzerinteraktion erfolgt über den intelligenten Energiemonitor, der über Webbrowser aufrufbar ist. Hierüber werden die 15minütigen Lastgangdaten visualisiert, was die Vergangenheitswerte und auch den erwarteten Lastverlauf, entsprechend der Produktionsplanung einschließt. Die Hintergrundfarbe des Energiemonitors ändert sich jedoch im Fall, dass bei zukünftig erwarteten Energiebedarfen es zu einer Lastspitzenüberschreitung kommt (siehe den folgenden Screenshot). Zur Absenkung dieser Leistungsspitze stehen verschiedene Maßnahmen zur Verfügung, die zuvor durch den Anwender einzugeben sind. Durch die Auswahl der Maßnahme, wird das Energiedifferenzprofil berechnet. Die folgende Abbildung zeigt eine solche Maßnahme, die eine Reduzierung der Ofenleistung bei der max. Lastaufnahme auf 70% begrenzen würde. Die Veränderungen im Lastprofil durch diese Maßnahme signalisieren die grünen Balken, die die Reduzierung der 15minütigen Lastgänge darstellen und die roten Balken, die das Aufsummieren der verschobenen Last auf die 15minütigen Lastgänge zeigen.
Szenario 2: Erkennung von Referenzprofilen
Um maschinen- und produktbezogene Referenzprofile zu bestimmen, wählt man über den Energiemonitor manuell die entsprechende Maschine aus und bestimmt den Bereich im Lastgang für die jeweilige Maschine, wie dies in der folgenden Abbildung für die CNC Werkzeugmaschine HMC 1250HP dargestellt ist. Zusätzlich wird das zugehörige Produkt bestimmt, dem das Profil zuzuordnen ist. Nach dieser Auswahl wird der Levenstein Algorithmus ausgeführt und ähnliche Profile gefunden. Somit können über ecoBalance die bereits erfolgten fertig gestellten Produkte, auch ohne das Vorhandensein einer Betriebsdatenerfassung identifiziert, gezählt und ans ERP System als Auftragsrückmeldung weitergegeben werden.

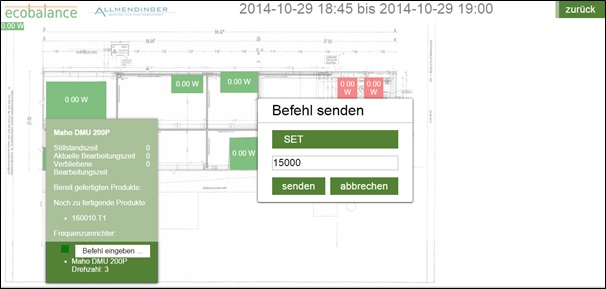
Szenario 3: Kommunikation mit Frequenzumrichtern
Die folgende Abbildung zeigt die Kommunikation zwischen Energiemonitor und den damit in Verbindung stehenden Maschinen, hier die CNC Werkzeugmaschine „Maho DMU 200P“ mit seinen Frequenzumrichtern. Über diese Oberfläche können verschiedene Ansteuerungen und Begrenzungen für Frequenzumrichter festgelegt werden. Im Bild wird die Drehzahl auf 15.000 Umdrehungen pro Minute gesetzt. Zusätzliche über den Energiemonitor ausführbare Ansteuerungen sind „Start“, „Stop“ und „max. Drehzahl begrenzen (Schwellwert)“ wobei entsprechende Zustände gleichzeitig auf der Oberfläche visualisiert werden, z.B. das automatische Begrenzen der Drehzahl.
Szenario 4: Stillstandszeiterfassung
Eine weitere wesentliche Funktion der Lösung ecoBalance war die des Zählens von Stillstandszeiten zur Rückmeldung an die Produktionsplanung/ERP. Dies erfolgt ohne die Notwendigkeit des Vorhandenseins einer automatischen Betriebsdatenerfassung, die bei KMU ohnehin weniger verbreitet ist. Hierzu wurden zusammen mit dem Anwendungspartner für die einzelnen Maschinen zugehörige Schwellwerte zum Energieverbrauch bei Maschinenstilstand (z.B. bei Pausenzeiten) festgelegt. Die ecoBalance-Lösung nutzt dafür das Energieprofil einer jeden Maschine und kumuliert bei Unterschreitung des zugehörigen Schwellwertes die maschinenbezogenen Stillstandszeiten, die zudem auch periodisch auswertbar sind.
Projektpartner
| Allmendinger Elektromechanik KG | www.allmendinger.eu | |
 |
Institut für Informationsmanagement im Ingenieurwesen | www.imi.kit.edu |
Assoziierte Partner
| Degginger Maschinenbau GmbH | www.degginger-maschinenbau.de |